
Molte lavorazioni di tornitura hanno bisogno di un fluido refrigerante per massimizzare la produttività, migliorare l’affidabilità del processo ed ottimizzare le prestazioni dell’utensile e la qualità del particolare.
Oltre alla funzione di raffreddamento e lubrificazione, il fluido da taglio favorisce l’evacuazione del truciolo, che risulta fondamentale per ottimizzare la durata utensile e la qualità superficiale del pezzo, come abbiamo visto in questo articolo sull’ ottimizzazione del processo di tornitura.
Ad oggi, grazie ad utensili e lavorazioni sempre più specifici, sono disponibili molte opzioni per applicare il fluido refrigerante, in particolare è necessario scegliere
- Tipo di refrigerante
- Punto di applicazione
- Pressione del fluido
Tipo di fluido refrigerante
Nella torneria automatica, i fluidi più utilizzati sono:
- Emulsione acqua-olio al 5-10%
- Olio da taglio
- Aria compressa, utilizzata solo per favorire l’evacuazione del truciolo, ma insufficiente per il raffreddamento
Altre opzioni disponibili per casi più specifici sono:
- Mix aria-olio, ovvero una miscela di aria compressa e olio nebulizzato
- Refrigerante criogenico, ovvero un gas liquefatto per un raffreddamento estremo
I metodi più comuni possono essere applicati mediante gli appositi canali di lubrificazione disponibili nella macchina e negli utensili, mentre gli ultimi due sistemi richiedono attrezzature dedicate.
Punto di applicazione
Oltre alle uscite convenzionali di cui sono provvisti i centri di tornitura CNC, la maggior
parte degli utensili sono dotati di uscite di precisione sopra e sotto l’inserto.
Possiamo quindi distinguere tre diversi modi di applicazione:

- Ugelli convenzionali: presentano solitamente un diametro di uscita più grande rispetto agli ugelli degli utensili e lavorano per inondazione della zona di taglio. Sono adatti a lavorare solo a bassa pressione
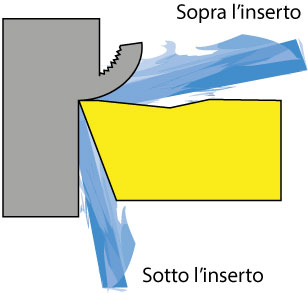
- Refrigerante sopra l’inserto: degli ugelli di precisione indirizzano il getto direttamente sulla zona di taglio tra inserto e truciolo, migliorandone il distacco e riducendo la temperatura dell’utensile. Può essere utilizzato ad alta pressione per migliorare ulteriormente la truciolabilità
- Refrigerante sotto l’inserto: il getto è indirizzato sul fianco dell’inserto, ovvero tra utensile e pezzo, per ridurre efficacemente la temperatura ed ottimizzare la durata utensile.
- Utensili rotanti con fori di lubrificazione: per operazioni critiche di foratura e fresatura, sono disponibili utensili forati per l’applicazione del fluido refrigerante nella zona di taglio (through-tool cooling)
Pressione del fluido
Quando si utilizzano dei getti ad alta pressione, è possibile sfruttare il fenomento del cuneo idraulico: il refrigerante ad alta pressione che va a fluire tra l’inserto e il truciolo genera una forza che contribuisce al distacco del truciolo.
Aumentare la pressione pertanto comporta questi effetti:
- Miglioramento della truciolabilità grazie alla rottura del truciolo in spezzoni più piccoli
- Allontanamento rapido del truciolo dal pezzo e dalla zona di taglio
- Raffreddamento efficace nella zona di contatto
Per materiali molto tenaci e difficili da lavorare, come gli acciai fortemente legati, leghe inox e duplex, è possibile utilizzare utensili con ugelli di precisione e lavorare a pressioni fino a 150-200 bar.