

Come mantenere la planarità dei particolari tranciati durante le operazioni di stampaggio lamiera, dalla progettazione stampo di tranciatura alla produzione
Tra tutte le tolleranze geometriche nei particolari tranciati, la planarità è una delle più difficili da mantenere durante le operazioni di stampaggio lamiera. Quando la tolleranza di planarità è molto stretta, realizzare un particolare tramite stampo di tranciatura può rappresentare una vera e propria sfida, con lo stesso grado di complessità di una imbutitura profonda con forme complesse e acciaio ad alta resistenza.
Ottenere una buona planarità dipende da diversi fattori:
- La severità delle operazioni di taglio e deformazione
- Le caratteristiche di resistenza meccanica della materia prima
- La planarità della materia prima di partenza ovvero del coil di lamiera
- Lo spessore del materiale da lavorare
- Le tensioni interne residue provenienti dalle lavorazioni precedenti
Quando si parla di particolari che richiedono alti livelli di planarità, le prime soluzioni che si tendono a considerare sono:
- Stampi a blocco con estrazione meccanica
- Tranciatura con contro-pressione applicata
- Operazioni speciali come tranciatura fine o altri metodi proprietari
Spesso però, adottare una di queste soluzioni può comportare costi elevati e, in base alla geometria del particolare e alle operazioni richieste, potrebbe non essere fattibile. Molto spesso è quindi necessario garantire una buona planarità su pezzi ottenuti tramite stampi progressivi utilizzando metodi di tranciatura convenzionali.
Come viene persa la planarità del materiale?
Per capire quali sono le soluzioni da adottare, bisogna prima identificare quali sono le cause che compromettono la planarità:
- Operazioni di tranciatura: il taglio perimetrale o la semplice realizzazione di fori tramite punzoni possono comportare uno stress elevato. Prima che il materiale si stacchi infatti, la lamiera subisce una deformazione plastica, come spiegato più nel dettaglio nell’ articolo relativo ai punzoni di tranciatura.
Il gioco, anche detto luce, tra punzone e matrice, influenza lo stress subito dal materiale. Tagli importanti possono portare a grandi zone con tensioni interne elevate. Il risultato è un ritorno elastico non uniforme, il che comporta una perdita di planarità.
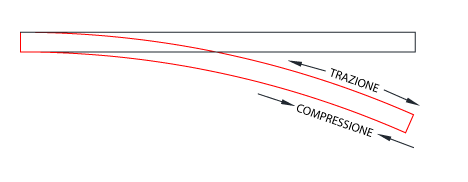
- Operazioni di piegatura: piegare la lamiera in modo permanente introduce stress nel particolare. Eseguire una piega infatti, significa applicare uno sforzo di compressione alla sezione di materiale in prossimità del raggio interno, e viceversa, uno sforzo di trazione in prossimità del raggio esterno. Questa tensione interna al materiale causa un inarcamento dello stesso, se non è compensato da una geometria che garantisce un sufficiente modulo di resistenza, come ad esempio una flangia sufficientemente lunga.

Quali sono i metodi per migliorare la planarità?
Un metodo che potrebbe venire in mente è quello di realizzare preventivamente una curvatura nella direzione opposta. Questa soluzione in realtà non è consigliabile in quanto il procedimento per determinare in che modo bisogna deformarla è estremamente dispendioso e fortemente sensibile alle piccole variazioni delle caratteristiche meccaniche e quindi del ritorno elastico della materia prima.
Pertanto, esclusa questa possibilità, rimangono altre alternative:
- Come anticipato, la planarità sia nella direzione longitudinale che trasversale della materia prima può essere determinante. In alcuni casi, per tolleranze non eccessivamente ristrette e per materiali poco elastici, come ottone o alluminio, può essere sufficiente una efficace raddrizzatura della lamiera in ingresso nello stampo. Inoltre è possibile orientare il coil in modo che la curvatura trasversale sia orientata in direzione opposta (lato convesso) rispetto alla direzione di taglio dei punzoni.
- Coniare la lamiera: una coniatura piana, comprimendo il pezzo con una forza elevata, può essere una soluzione, ma solo per particolari di spessore elevato e con superfici ridotte. Questa operazione comporta infatti degli sforzi enormi per la pressa, spesso sono necessarie presse a ginocchiera specifiche per coniatura, con tempi ciclo elevati. E’ necessario infatti ottenere una deformazione plastica comprimendo il materiale, per la quale è necessario un tonnellaggio elevato. Materiali con spessori sottili o ad alta resistenza non possono subire questo trattamento.
Queste due soluzioni sono dunque efficaci solo in condizioni particolari.
Dato che la perdita di planarità, come visto in precedenza, è data dalle tensioni interne al materiale, la soluzione è quella di “interrompere” queste zone di tensione nei punti critici o in aree equamente distribuite, ponendo in compressione le zone di trazione e viceversa.
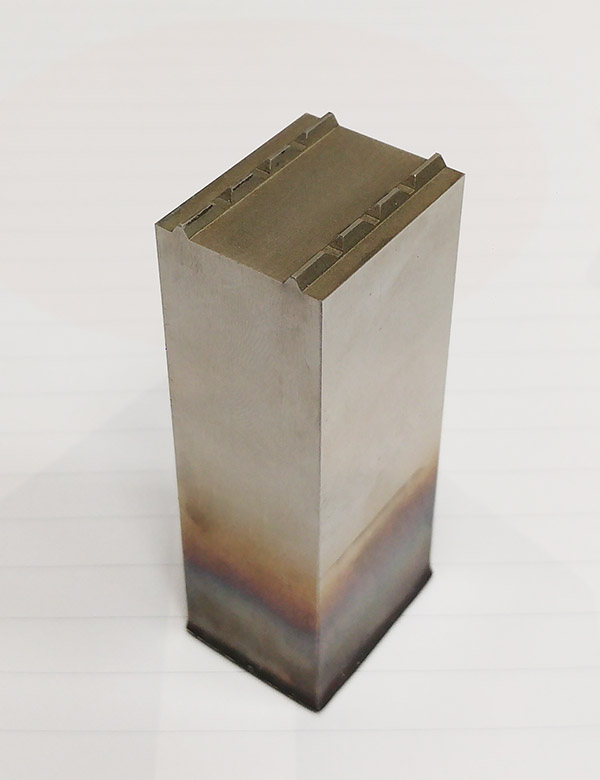
Punzone per incisione
Questo metodo pertanto risulta efficace qualora si è disposti ad accettare delle incisioni sulla superficie del pezzo. E’ possibile agire in due modi:
- Realizzare una incisione in prossimità del raggio esterno di una piega
Coniare un piccolo dente in prossimità del raggio di piega può interrompere o invertire lo stato tensionale del materiale che viene generato dalla deformazione. La profondità del dente va determinata in modo sperimentale.
- Realizzare delle incisioni con un pattern uniformeUna volta che il pezzo è stato tranciato o piegato, è possibile ripristinare la planarità incidendo tramite una coniatura un motivo uniforme, ad esempio a croce, sulla superficie del pezzo. Questa incisione interrompe le tensioni interne e la “memoria” del particolare, facendolo rimanere piano. La profondità ed il passo dell’incisione dipendono dalle caratteristiche meccaniche del materiale e dallo stress generato in precedenza.
L’importanza del processo produttivo
Quando le tolleranze di forma diventano critiche ai fini della funzionalità del particolare, è necessaria una grande attenzione all’intero processo produttivo e alla progettazione e costruzione dello stampo.
La Gima S.p.A., grazie alla grande esperienza sia nello stampaggio conto terzi, con un reparto di 29 presse, che nella costruzione stampi, con un’officina specializzata, può garantire un processo affidabile e particolari in lamiera di alta qualità, rispondenti alle caratteristiche dimensionali e geometriche richieste.
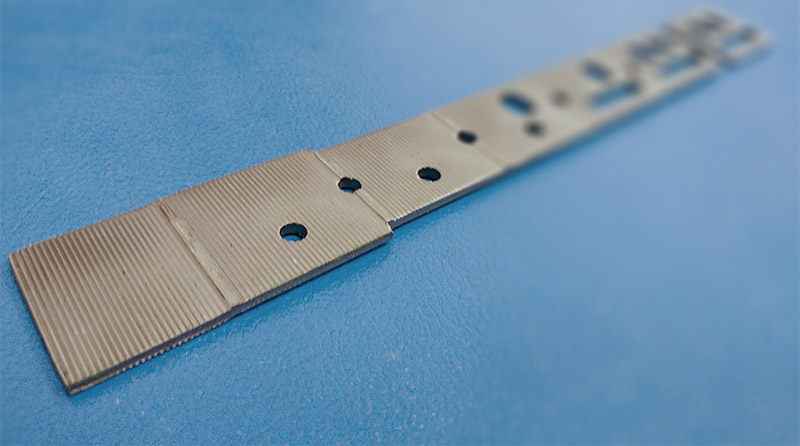
Lamiera con coniatura a pattern