
In lavorazioni quali la tranciatura, la piegatura, l’imbutitura e la coniatura la durezza e lo spessore dei materiali fanno sì che gli stampi utilizzati si deteriorino più o meno velocemente, perché alcuni hanno bisogno di sforzi di taglio e piegatura maggiori. Gli stampi per le lavorazioni a freddo possono essere molto diversi tra loro a seconda delle operazioni da effettuare e delle geometrie in gioco e, proprio per questo motivo, risulta difficile fare un’analisi analitica sull’usura degli utensili.
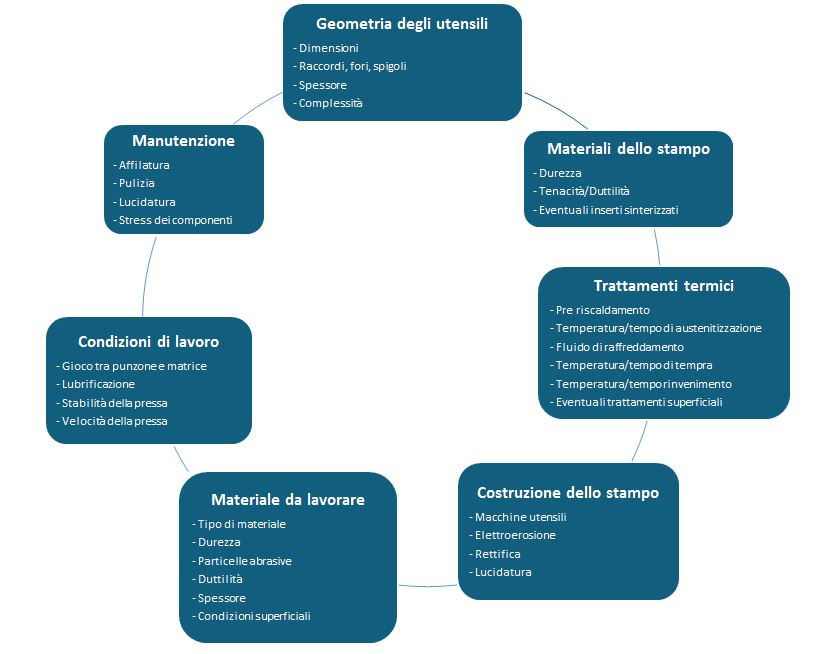
Non è solo la tipologia del materiale trattato a dover essere presa in considerazione perché, come si vede nell’immagine, sono molti i fattori che incidono tanto sulla vita di uno stampo quanto sulla qualità dei particolari tranciati. Analizziamoli nel dettaglio.

Materiale della lamiera che viene sottoposta a taglio e deformazione
L’usura di punzoni e matrici è data soprattutto dalla durezza e dallo spessore del materiale che deve essere trattato. Materiali con alta resistenza meccanica come l’acciaio inox, o abrasivi come l’alluminio, tendono nel tempo a rovinare le matrici e i punzoni. In generale, materiali più duri e con maggiore spessore richiedono sforzi di taglio e piegatura maggiori, sia per quanto riguarda le forze assiali che radiali, aumentando la possibilità di usura e rottura.
Costruzione stampi: i materiali utilizzati e il trattamento termico degli utensili
La scelta dei materiali utilizzati nella costruzione di stampi è fondamentale per garantire una lunga vita degli stessi.
I principali acciai utilizzati per costruire punzoni e matrici dedicati a lavorazioni meccaniche a freddo sulle lamiere sono:
- 1.2080 (X210Cr12)
- 1.2379 (X155CrVMo12)
- 1.2767 (X45NiCrMo4)
Questi acciai vengono sottoposti a trattamenti termici per aumentare la resistenza all’usura e tali trattamenti devono essere eseguiti accuratamente per garantire elevata durezza e tenacità, evitando allo stesso tempo cricche e tensioni residue.
In alcuni casi è inoltre possibile applicare dei rivestimenti superficiali a deposizione chimica (CVD) o fisica (PVD) che riducono l’usura dell’utensile.
Oltre ai materiali degli utensili, è importante dimensionare e scegliere accuratamente i materiali del porta stampo. In questo caso, la Gima S.p.A. utilizza acciaio C45 1.1730, di spessore accurato per garantire rigidità e affidabilità nel corso del tempo.
Stabilità della pressa: un elemento fondamentale per la progettazione stampi
La durata di uno stampo dipende anche dalla pressa sul quale viene utilizzato. Il parallelismo del piano e della mazza, le vibrazioni, la rigidità strutturale, le deformazioni sotto carico e la velocità della pressa sono fattori che incidono in modo significativo sulla durata degli utensili. Anche per questo motivo è importante prevedere piani di manutenzione preventiva delle presse.
Tranciatura, piegatura o imbutitura? Il lubrificante corretto per ogni tipo di lavorazione meccanica
L’applicazione, il tipo e la quantità di lubrificante incidono sulla durata degli utensili e sulla qualità dei pezzi stampati. In base all’operazione da eseguire (come tranciatura, piegatura o imbutitura) e al materiale da lavorare, è importante scegliere il lubrificante appropriato.
Manutenzione dello stampo: come garantire le migliori prestazioni nel tempo
I metodi utilizzati per l’affilatura, ovvero la rettifica, la lucidatura e la pulizia di punzoni e matrici incidono sulla loro durata e le saldature, anche se bene eseguite, andrebbero evitate.
Per questo i piani di manutenzione preventiva e sostituzione di componenti critici, come le molle, sono fondamentali per garantire le migliori prestazioni a uno stampo di tranciatura.
Scelta del gioco, ovvero della luce tra punzone e matrice
Punzone e matrice devono essere realizzati con un piccolo offset dimensionale, detto gioco, per consentire il taglio della lamiera. Esso deve essere scelto in base al tipo di materiale e al suo spessore per garantire superfici tranciate di elevata qualità e, allo stesso tempo, per contenere l’usura degli utensili.
I metodi di costruzione dello stampo
Le procedure di costruzione dello stampo, in particolare di punzoni e matrici, devono essere eseguite a regola d’arte per evitare le deformazioni degli utensili. Le varie fasi di rettifica, fresatura, trattamenti termici e taglio con elettroerosione a filo devono essere eseguite alla perfezione per evitare tensioni interne o deterioramento delle superfici di lavoro.
La Gima S.p.A., forte della sua esperienza plurigenerazionale, opera nel settore della tranciatura e della costruzione stampi garantendo particolari di elevata qualità che soddisfino tutti i requisiti del cliente. In un parco macchine in continua espansione, che conta 25 presse meccaniche sino a 315t, l’azienda produce ogni giorno migliaia di particolari tranciati, piegati e imbutiti. Grazie ad un continuo feedback tra produzione ed ingegnerizzazione, i progettisti dell’azienda conoscono molto bene le caratteristiche che devono possedere gli stampi, garantendo flessibilità e affidabilità ai propri clienti.