

Il processo di lavorazione meccanica che permette la modellazione in forme piane o complesse di pezzi di materiali di vario tipo, prende il nome di fresatura. Per effettuare questa lavorazione si usa un apposito macchinario chiamato fresatrice o centro di lavoro a controllo numerico computerizzato (CNC).
Alcuni centri di lavorazione prendono il nome di centro di tornitura-fresatura, nel caso in cui possano essere realizzate entrambe le lavorazioni. In situazioni particolari, specialmente per elevati volumi di produzione, la fresatura può essere eseguita in macchinari “transfer” dedicati.
Il processo di fresatura richiede la rotazione di un utensile tagliente a geometria definita montato su un mandrino e la contemporanea movimentazione degli assi motorizzati. È però indispensabile conoscere le caratteristiche dei materiali da lavorare per scegliere le frese e gli inserti più adatti.
La scelta degli inserti
Quando si sceglie un inserto bisogna sempre tenere presente:
- Materiale del componente (ISO P – M – K – N – S – H).
- Tipologia di metodo di lavoro (finitura, lavorazione media, sgrossatura).
- Condizioni di lavorazione (buone, medie, difficili).
Le specifiche qualità degli inserti, insieme alla scelta dei giusti parametri di lavorazione, consentono di ottimizzare la durata dell’utensile e la qualità delle superfici lavorate. In base al materiale da lavorare, è possibile distinguere diverse qualità dell’utensile tramite codici ISO, ad esempio:
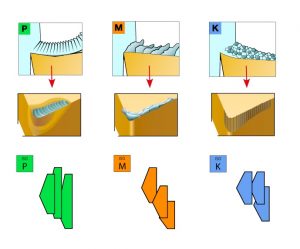

- ISO P (Acciaio): anti usura sul fianco, deformazione plastica e craterizzazione
- ISO M (Acciaio inossidabile): impedisce il tagliente di riporto e l’usura a intaglio
- ISO K (Ghisa): evita l’usura sul fianco e la deformazione plastica
Fresatura dell’acciaio
Quando il materiale utilizzato è l’acciaio, è utile sapere che la lavorabilità varia in base agli elementi leganti, al trattamento termico e al processo di fabbricazione scelto. Possono quindi sussistere diversi problemi quali, la formazione di bave e tagliente di riporto se l’acciaio è dolce o a basso tenore di carbonio, oppure la scheggiatura se l’acciaio è duro.
Sgrossatura – suggerimenti e linee guida
In molti casi può essere necessario fresare a secco e prestare attenzione al posizionamento della fresa per evitare trucioli di elevato spessore in uscita.
Fresatura dell’acciaio inossidabile
Per acciaio inossidabile si intendono due particolari categorie:
- Acciaio austenitico e duplex;
- Acciaio ferritico e martensitico.
I principali problemi legati alla lavorazione di questo materiale sono la formazione di bave, la finitura superficiale, la scheggiatura dei taglienti causata da microfessurazioni termiche, il tagliente di riporto/incollamento e l’usura a intaglio.
Sgrossatura – suggerimenti e linee guida
- Scegliere elevate velocità di taglio (vc = 150-250 m/min);
- Lavorare a secco per ridurre i problemi di microfessurazione termica.
Finitura – suggerimenti e linee guida
- Utilizzare, se è necessario migliorare la finitura superficiale, il fluido da taglio o il refrigerante nebulizzato/lubrificazione minimale;
- Evitare un avanzamento eccessivamente ridotto perché può provocare una maggiore usura dell’inserto.
Fresatura dell’alluminio

La lavorabilità dell’alluminio varia a seconda della quantità di Si (silicio) contenuto. Il tipo ipoeutettico è il più comune e il quantitativo di silicio presente è inferiore al 13%. Se si lavora questa tipologia di alluminio è bene sapere che i taglienti di riporto/incollamento, possono provocare la formazione di bave e problemi di finitura superficiale. Inoltre, per evitare segni di graffiature sulla superficie è necessaria una buona formazione ed evacuazione del truciolo.

Suggerimenti e linee guida
- Nel caso dell’alluminio, è consigliabile utilizzare il fluido da taglio per evitare l’incollamento sui taglienti dell’inserto e per migliorare la finitura superficiale;
- scegliere una velocità di taglio maggiore migliora le prestazioni del tagliente.
- prestare attenzione al fatto che i giri al minuto massimi della fresa non siano superati;
- utilizzare un macchinario con funzione “look ahead” per evitare errori dimensionali.
Fresatura del titanio e HRSA
La sigla HRSA indica le superleghe resistenti al calore, usualmente classificate in tre gruppi: leghe a base di nichel, leghe a base di ferro e leghe a base di cobalto, mentre il titanio può essere sia puro sia in lega. La caratteristica di tutti questi materiali è quella di essere difficilmente lavorabili, specie in condizioni di invecchiamento, per questo la loro fresatura richiede l’utilizzo di macchine molto potenti, con un’elevata rigidità. L’uso di questi macchinari genera molto calore, il che può limitare la velocità del taglio e provocare due particolari tipologie di usura: a intaglio e a scheggiatura.
Suggerimenti e linee guida
Quando si lavorano questi materiali è consigliabile aggiungere un refrigerante (meglio se ad alta pressione) per agevolare la rimozione del truciolo e tenere sotto controllo il calore del tagliente. L’unico caso in cui non va utilizzato è quando la fresatura è con inserti in ceramica, perché provocherebbe uno shock termico.
Può capitare che, a causa dell’eccessiva usura sul fianco, dello sgretolamento del filo tagliente e dell’usura a intaglio, sia necessaria la sostituzione dell’utensile o che la finitura superficiale risulti insoddisfacente. Per evitare che questo accada, la soluzione migliore è quella di sostituire i taglienti a intervalli frequenti e fare in modo che l’usura sul fianco intorno al tagliente non superi i 0,2 mm (se la fresa ha un angolo di registrazione di 90 gradi).
Sgrossatura con frese a inserti in ceramica
La prima considerazione da fare è che la ceramica ha un’elevata tendenza all’usura a intaglio e ciò significa utilizzare inserti rotondi per garantire un angolo di registrazione piccolo. Va inoltre specificato che questo particolare tipo di fresatura viene effettuato a una velocità nettamente superiore rispetto alla velocità del metallo duro, con guadagni produttivi decisamente più elevati.


Nella lavorazione degli acciai temprati e rinvenuti con durezza >45 – 65 HRC, sono compresi gli inserti in acciaio per stampi (imbutitura), gli stampi per forgiatura e per fusione. In tutti questi casi i principali problemi che possono scaturire sono: sbordatura del pezzo oppure usura abrasiva sul fianco dell’inserto.
Suggerimenti e linee guida
È assolutamente indispensabile lavorare a secco e non utilizzare fluido da taglio, scegliere il metodo di fresatura trocoidale e usare una fresa a passo stretto con alta velocità di taglio.
Fresatura della ghisa
Un capitolo a parte è rappresentato dalle differenti tipologie di ghisa: grigia, nodulare, a grafite compatta (CGI) oppure nodulare austemperata (ADI). Ognuna di esse può presentare diverse problematiche.Tra le più comuni, ci sono quelle della ghisa grigia e della ghisa a grafite compatta che possono soffrire di usura abrasiva sul fianco e microfessurazioni termiche. Inoltre, gli inconvenienti del componente lavorato sono le scheggiature sul lato di uscita della fresa e i problemi di finitura superficiale.
Suggerimenti e linee guida
- Lavorare a secco per ridurre al minimo i problemi di microfessurazione termica. Quando però è necessario usare il fluido da taglio per evitare polvere e simili, meglio scegliere un utensile adatto alla fresatura a umido;
- per la sgrossatura: usare inserti di metallo duro con rivestimenti di elevato spessore. Per la finitura: usare inserti di metallo duro con rivestimenti sottili o addirittura senza rivestimenti;
- per evitare la sbordatura del pezzo, controllare l’usura sul fianco e diminuire l’avanzamento fz, per ridurre lo spessore del truciolo.