

Nella produzione dei particolari in lamiera tramite stampi, molti sono i fattori che incidono sulla buona riuscita del processo. Una variazione di questi parametri può causare problemi nello stampaggio. Pertanto risulta fondamentale stabilire un metodo efficace nella fase di identificazione delle criticità.
Problemi che a volte sembrano insormontabili, sono spesso dovuti alla violazione di regole base di progettazione e manutenzione. Nella risoluzione di questi problemi, è fondamentale analizzare i seguenti principi, esattamente nell’ordine in cui vengono proposti:
1. Posizionamento della lamiera nello stampo
Il primo passo da fare è assicurarsi che il particolare semilavorato o la bandella siano posizionati correttamente. Questo compito è solitamente affidato a dei punzoni pilota e a delle guide cilindriche o rettilinee.
Finché il particolare non è accuratamente posizionato, non sarà possibile bloccarlo nella sua posizione di lavorazione.
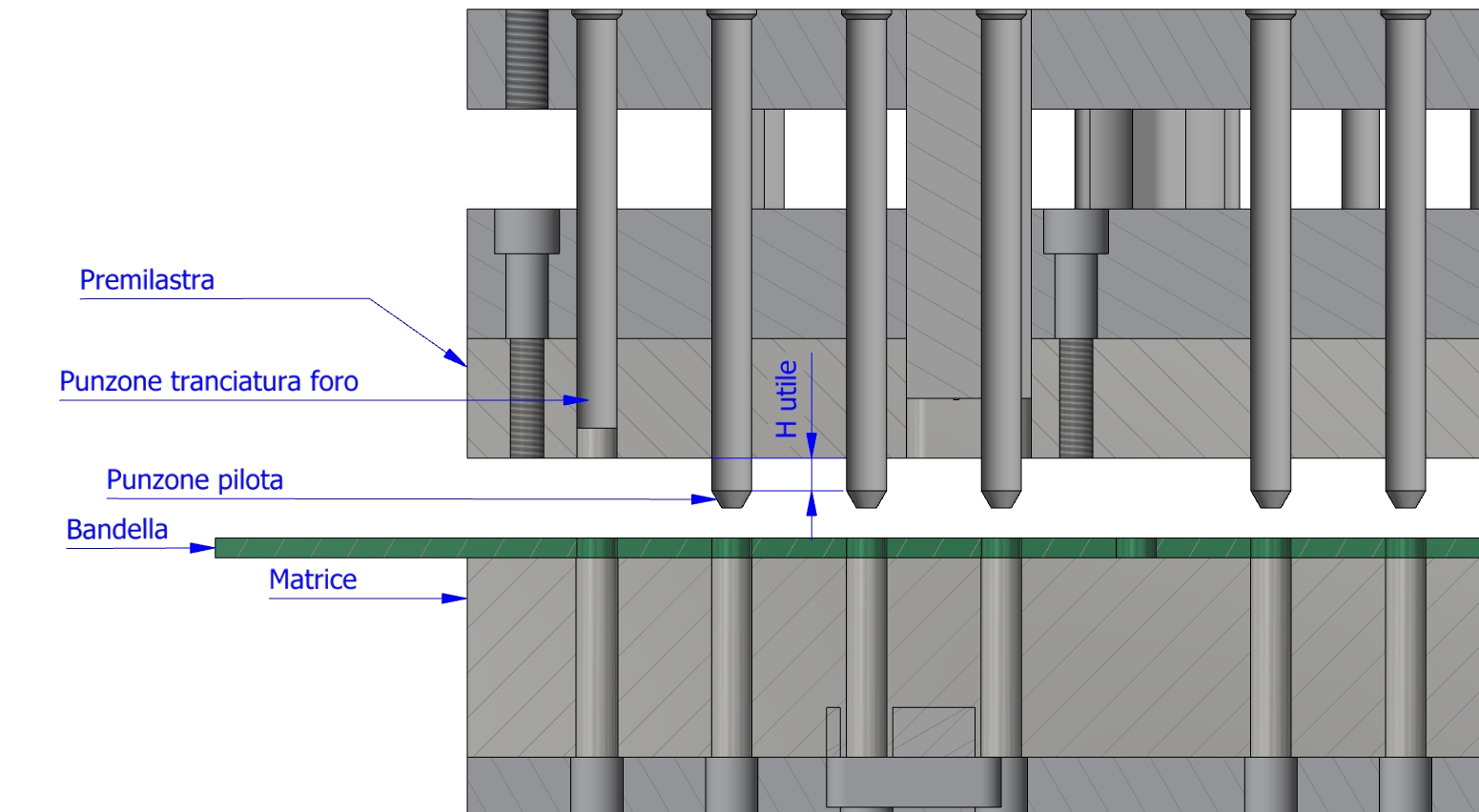
Gli stampi progressivi
Negli stampi progressivi questo problema è molto comune. E’ fondamentale che il diametro effettivo del punzone pilota si estenda oltre lo spessore del materiale, prima che il premilastra entri in contatto con la lamiera. Se il punzone pilota è troppo corto, il pilota entrerà effettivamente in azione dopo che il premilastra ha bloccato la lamiera.
Quando ciò si verifica, è possibile incorrere in rotture o grippaggio dei punzoni pilota e deformazione dei rispettivi fori. Ovviamente anche i particolari risulteranno difettati, a causa del disallineamento.
Avanzamento della lamiera
Occorre fare attenzione che quando i piloti entrano in azione, le pinze dell’alimentatore siano sbloccate, in modo da permettere il riposizionamento della lamiera. Una volta che il premilastra è chiuso, è possibile bloccare nuovamente le pinze.
L’avanzamento della lamiera è un aspetto fondamentale per il corretto posizionamento, per maggiori informazioni si rimanda a questo articolo.
2. Bloccaggio del semilavorato
Una volta che il pezzo è posizionato correttamente, occorre bloccarlo e mantenerlo in posizione per tutta la durata della lavorazione. Per fare ciò vengono utilizzati premilastra e cuscini che applicano una forza mediante molle o fluido in pressione.
La forza applicata deve essere adatta alla lavorazione e al tipo di materiale in lavorazione. Per piegare lamiere di spessore elevato ad esempio, la forza dovrà essere molto alta in modo da contrastare la deformazione del materiale in direzione opposta alla piega.
Se il particolare ha subito una piegatura nei passaggi precedenti e deve essere tranciato, è importante che il premilamiera ricalchi alla perfezione la sagomatura del pezzo.
3. Eseguire la lavorazione
Una volta posizionato e bloccato il pezzo, è possibile eseguire la lavorazione di taglio, deformazione o coniatura.
Se i punzoni sono provvisti di estrattori a molla o in gomma per l’evacuazione dello sfrido, occorre fare attenzione che la forza da essi applicata non sia tanto elevata da iniziare il taglio prima che avvenga il contatto sulla superficie in metallo.
Stampi di imbutitura
In uno stampo di imbutitura, se il cuscino rimane leggermente sotto rispetto alla superficie superiore del punzone, non ci sarà contatto e quindi pressione sulla lamiera. Questo può causare delle grinze che risulteranno estremamente difficili da rimuovere in seguito.
Progettazione stampi intelligente
Un’attenta progettazione dello stampo deve riguardare non solo il punto di vista tecnico ma anche il punto di vista pratico. Deve cioè consentire un utilizzo e una manutenzione che siano pratici nel tempo, sia per l’operatore addetto allo stampaggio che per l’officina stampi. E’ inoltre importante tenere una traccia storica della vita di ogni stampo in modo da conoscere gli interventi effettuati e facilitare la risoluzione di eventuali problemi.